
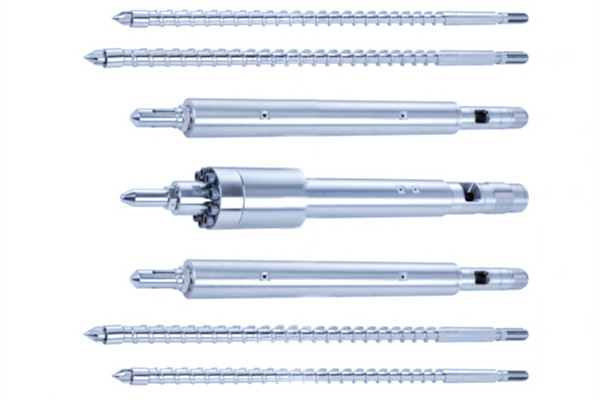
注塑機雙合金螺桿料筒卡死故障的深度分析與精準排除
在注塑生產的精密體系中,雙合金螺桿與料筒堪稱“心臟部件”,其配合精度常高達0.05~0.15mm(視機臺規格而定)。然而一旦發生螺桿卡死故障,整條生產線便可能陷入癱瘓。這類故障絕非偶然,背后往往隱藏著材料、設計、操作等多重誘因的疊加效應。
一、雙合金螺桿卡死的五大誘因及形成機理
1.異物入侵與雜質超限:當原料中混入≥0.5mm的金屬碎屑或高硬度雜質(如玻璃纖維團聚塊),會在瞬間劃傷雙合金表面。實驗顯示,鐵屑卡入后局部壓強可超200MPa,遠超雙合金屈服極限。
2.熱膨脹失配的致命效應:當料筒加料段因冷卻水維持低溫(約50℃),而螺桿在無冷卻狀態下升溫至300℃以上時,若兩者熱膨脹系數差>2×10??/℃(如38CrMoAlA螺桿與合金鋼料筒組合),徑向間隙將消失導致抱死。
3.塑化溫度失控的雙重危局:低溫塑化(如PC料筒溫度<280℃)會暴增扭矩30%以上,致使螺桿扭曲;而局部過熱(如加熱圈失控)則會使物料碳化結焦,形成高分子“混凝土”堵塞螺槽。
4.結構性設計缺陷:壓縮比>2.8的螺桿加工高粘度物料(如PVC)時,因回流通道不足,軸向應力驟升引發螺桿彎曲變形。某案例顯示,設計缺陷導致螺桿服役壽命不足2000小時。
5.空轉與潤滑缺失的隱性傷害:停機時未及時排空料筒,殘留物料在余熱下交聯固化。此時若螺桿空轉超3分鐘,干摩擦將造成螺紋棱面拉毛,為后續卡死埋下伏筆。
二、精準拆卸:避免二次損傷的關鍵流程
當螺桿卡死后,暴力拆卸將導致螺紋崩裂甚至料筒報廢。必須嚴格執行熱拆解工藝:
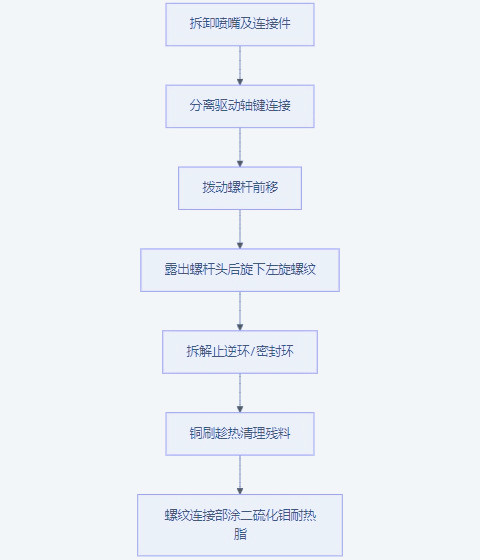
特別警示:螺桿頭螺紋多為左旋設計,反向旋轉易造成螺紋滑絲。某維修站數據顯示,30%的螺桿損傷源于錯誤旋向操作。
三、修復決策樹與長效預防策略
面對損傷的螺桿,需根據缺陷特征選擇再生方案:
| 損傷等級 | 檢測標準 | 修復工藝 | 經濟性對比 |
|---|---|---|---|
| 輕微劃痕 | 深度≤0.1mm | 油石研磨+鍍硬鉻(0.05mm) | 成本≈新螺桿15% |
| 深度磨損 | 間隙>0.3%D | 熱噴涂WC合金(增厚2~3mm) | 成本≈新螺桿40% |
| 螺紋坍塌 | 局部缺損>1mm | 激光熔覆Co基合金 | 成本≈新螺桿60% |
| 整體變形 | 直線度>0.5mm/m | 報廢處理 | —— |
預防性維護四要素:
1.磁化防護:在料斗入口加裝≥8000高斯的釹鐵硼磁柵,可攔截99%鐵屑;
2.熱管理閉環:采用PID雙通道溫控,確保料筒各段溫差<5℃,螺桿芯部通恒溫油(控溫精度±1℃);
3.壓縮比適配:加工玻纖增強料時選用低壓縮比螺桿(1.8~2.2),降低扭力峰值;
4.開機規程:預熱階段需每5分鐘手動盤動螺桿,確認無阻滯方可啟動。
技術總結:雙合金系統的卡死故障本質是能量失衡的最終表現——無論是機械能(扭矩超限)、熱能(膨脹失配)還是化學能(碳化堆積)。唯有通過多維度實時監控(溫度/扭矩/振動分析)建立預測性維護模型,方能使設備壽命提升30%以上。每一次螺桿的旋轉,都是材料科學與機械精密度的共舞,而精準的故障排除則是維持這場舞蹈永不謝幕的終極藝術。
下一篇:已經是最后一頁了
返回相關資訊
 平行與錐形雙螺桿擠出機哪個好 2017-01-16
平行與錐形雙螺桿擠出機哪個好 2017-01-16 橡膠擠出機螺桿機筒常見損壞的原因和維修修復方法 2016-10-10
橡膠擠出機螺桿機筒常見損壞的原因和維修修復方法 2016-10-10 雙螺桿橡膠擠出機的維護方法 2018-10-24
雙螺桿橡膠擠出機的維護方法 2018-10-24 平行雙螺桿擠出機的優點 2016-10-13
平行雙螺桿擠出機的優點 2016-10-13 塑料擠出機螺桿機筒選型原則,掌握這幾點! 2023-09-20
塑料擠出機螺桿機筒選型原則,掌握這幾點! 2023-09-20 橡膠螺桿機筒常見規格及材料要求 2016-08-09
橡膠螺桿機筒常見規格及材料要求 2016-08-09 pvc錐形雙螺桿擠出機性能特點 2018-01-12
pvc錐形雙螺桿擠出機性能特點 2018-01-12 脫水干燥一體機的優勢和應用 2017-10-11
脫水干燥一體機的優勢和應用 2017-10-11 橡膠擠出機的調試流程 2020-06-24
橡膠擠出機的調試流程 2020-06-24 橡膠擠出機機筒的修復方法 2016-09-01
橡膠擠出機機筒的修復方法 2016-09-01